«Эппл» — один из ведущих производителей товаров. Когда-то давно, это предложение необходимо было сопровождать уточнениями, вроде «потребительских товаров» или «электроники», — но в последнем квартале «Эппл» отгружала айфонов весом с Боинг-787 каждые 24 часа. А если добавить к этому и другие продукты, становится понятно: Apple обладает одной из самых масштабных производственных и логистических цепочек в мире.
Но в отличие от «Боинга», радушно приветствующего туристов на своей фабрике в Эверетте, штат Вашингтон, «Эппл» продолжает работать в атмосфере тотальной секретности, которой позавидовал бы сам Вилли Вонка. В мире производственников постоянно циркулируют слухи о целых фабриках немецких станков с ЧПУ, построенных и работающих исключительно для нужд «Эппла». А производственные эксперты наших поставщиков периодически «исчезают», чтобы потом появиться в Купертино или Шеньчжене. Масштаб производственных операций «Эппла» ошеломляет, но любого, кто изучал их продукты, ещё сильнее интригует вопрос: как им удается добиться такого постоянства в качестве сборки, обработке поверхностей и прецизионности?
В этой статье я подробно разберу показанное нам в трех видео «Мастерство Apple Watch». Конечно, нам показывают лишь малую часть производственного процесса, но я постарался восполнить пробелы и рассказать о всех стадиях обработки, требующейся для подобного производства.
Золото
Золото всегда было неподходящим материалом для производства часов. Его мягкость и низкая прочность несовместимы с огромным числом повреждений, которые часы получают при повседневной носке на запястье. Однако спрос на золото не ослабевает многие тысячи лет — и движимые им алхимики с металлургами постоянно пытались преодолеть недостатки металла, сплавляя его чуть ли не со всей таблицей Менделеева. Стандарты 18-каратного золота достаточно гибки, чтобы позволить создание самых инновационных сплавов — единственным жестким требованием является доля чистого золота в конечном продукте, которая должна составлять от 75 до 79,99%. Практически все производители золотых изделий использовали эту гибкость на полную катушку, и создавали патентованные сплавы в попытках опередить конкурентов. На фабрике «Ролекса» в План-ле-Отс близ Женевы находится целая литейная, где и производятся все их драгоценные сплавы. «Убло» активно продвигает своё «волшебное золото» — композит с добавлением керамики — делая акцент на прочности, превышающей все образцы конкурентов. Среди патентов «Эппла» тоже недавно нашлось подробное описание процесса создания композита с металлической матрицей, следуя которому, можно создать 18-каратное золото, которое легче и прочнее обычных сплавов.

Впрочем, для серии часов Edition «Эпплы» отложили в сторону всю революционную алхимию. Взамен они применили инновационный процесс механического упрочнения, позволяющий создать золото, значительно превышающее по твердости (ну или, по крайней мере, они так говорят) стандартные 18-каратные сплавы других производителей.
В первом отрезке ролика «Золото» можно насладиться великолепным процессом сплавления под медитативный голос Джони Айва; однако примерно на отметке 1:15 становится интереснее. Смотрим.
Механическое упрочнение это один из тех парадоксальных промышленных процессов, которые позволяют обратить слабую сторону материала в его силу — почти как в дзюдо. У отлитого в болванки золотого сплава кристаллическая решетка почти идеальна. А «Эппл» собирается добавить в неё дефекты (известные специалистам как «дислокации») — разумеется, под строгим контролем и с идеальной точностью. Это приведет к тому, что будущие удары или сотрясения смогут распространиться (технический термин: образовать зародыши) лишь в небольших областях на кристаллической решетке, то есть поверхность золота станет тверже.
Вы и сами можете провести подобный эксперимент — возьмите металлическую скрепку и согните-разогните её несколько раз подряд. После пары изгибов скрепка будет сгибаться с большим усилием — это и будет эффект механического упрочнения. Потом вы, конечно, создадите так много дефектов, что скрепка просто развалится пополам, но если вовремя остановить процесс, то эффект от дислокаций будет положительным. Теперь добавьте невероятной аккуратности; возьмите оборудование, способное воздействовать с усилием в тысячи тонн; и замените скрепку на слиток золота за 50 тысяч долларов — и можно наниматься в «Эппл».

Демонстрируемый на видео процесс начинается с того, что свежие отливки фрезеруются торцевой фрезеровальной машиной до точно определенной толщины. Литье это достаточно грубый процесс, а подобная фрезеровальная машина позволяет контролировать толщину отливки с точностью до 0,01 мм. Подобная точность требутся потому, что любые неровности на поверхности отливки приведут к неравномерностям в прочности финальной детали.
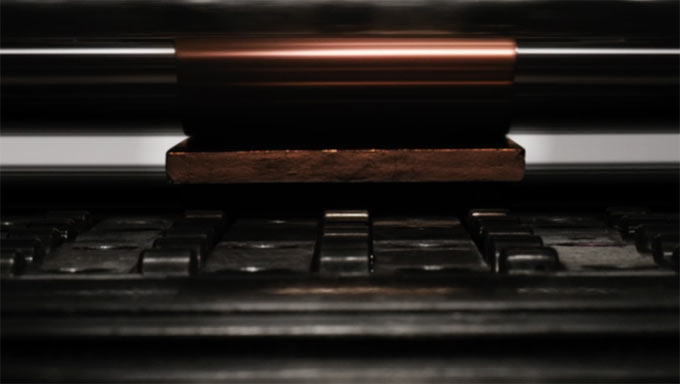
Сам процесс механического упрочнения выглядит довольно скучно — кусок золота прокатывается туда-сюда между двумя валками, каждый раз теряя несколько микрон толщины — поэтому в ролике ему посвящен всего один кадр. Но зато по окончании этого процесса на руках у «Эппла» остается спрессованная золотая отливка с тщательно контролируемой толщиной и твердостью поверхности.
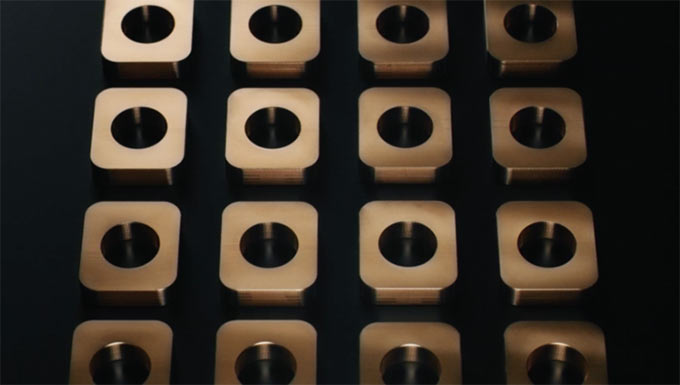
Дальше видео пропускает несколько шагов процесса, во время которых спрессованные отливки превращаются в болванки, уже немного похожие по форме на будущие корпуса Apple Watch. Всё, что мы видим, — несколько кадров с болванками, но, что любопытно, на этих кадрах заметно, что свежеобработанные поверхности меняются. На первом кадре с болванками на боковых сторонах и торцах заметны направляющие отметки для инструментов, а края болванок острые. Но на последующих кадрах внутри ультразвукового сканера с этих острых краев уже снята фаска, и они скошены. Это выглядит странно: зачем доставать болванки из фрезерного станка, в котором делается почти вся обработка, только для того, чтобы снять фаску с краев на другом станке? Вероятнее всего, во время съемок ролика на фабрике процесс ещё не был до конца отлажен.
На следующем кадре болванки помещаются в погружной ультразвуковой тестер, задача которого — обнаружить мельчайшие пустоты или изменения плотности в структуре детали, чтобы избежать проблем при дальнейшей обработке. Подобный уровень технического контроля, мягко говоря, выходит далеко за принятые у других компаний рамки требовательности (кроме, разве что, «Ролекса»). Погружное ультразвуковое обследование, как правило, применяется лишь к особо нагруженным медицинским имплантам либо вращающимся компонентам авиационных двигателей. Этот шаг не только занимает время, он ещё также требует чертовски дорогого собранного под заказ оборудования.
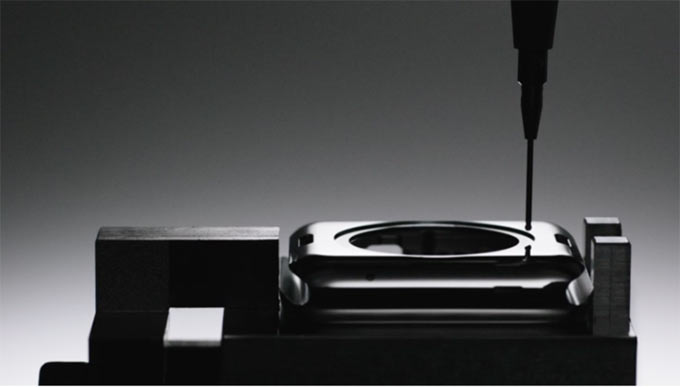
Идеально сформированные болванки попадают на фрезеровочный станок — по характеру крепления заготовки можно сделать вывод, что «Эппл» использует 5-осные станки с ЧПУ. На стоп-кадре видно, как специальная фреза формирует характерные закругленные края часов, а затем на том же станке будут выточены отверстия для кнопки, цифровой коронки, а также динамика и микрофона.

На видео также в деталях показан процесс нарезания зубцов на цифровой коронке. Любопытно, что коронка подвергается этой операции уже будучи отполированной — только так можно сохранить остроту граней зубцов, позволяющую с легкостью вращать коронку кончиком пальца.

К сожалению «Эппл» не показывает подробностей производства застежек — а ведь их сложная форма, особенно у Modern buckle, наверняка требует особенного подхода. Во многом, секрет невероятного качества для такого масштабного производства у «Эппл» определяется относительной простотой операций — инструментальные пути при обработке не выходят за рамки перемещений по плоскости с небольшими смещениями по высоте (т. н. 2,5D), а все сложные поверхности создаются при помощи штамповки либо экструзии. Но если Modern buckle вытачивается целиком, это требует куда более сложного и затратного трехмерного фрезерования.

Ролик о золоте заканчивается показом ручной полировки готового корпуса часов. Из других производственных роликов хорошо видно, что «Эппл» добилась отличного качества механизированной полировки, поэтому не совсем понятно, полируются ли модели Edition вручную на всех стадиях процесса, либо это всего лишь финальный штрих идеальной доводки готового корпуса.
Нержавеющая сталь
Именно из этого материала производится основная масса качественных часов по всему миру. И точно так же, как и с 18-каратным золотом, в «Эппл» решили не рисковать и не использовать специфические сплавы или новаторские технологические процессы (на ум сразу приходит давнее сотрудничество компании с производителями «жидкого металла»). Взамен «Эппл» работает с вполне стандартным сплавом ASM 316L, который часто (и неправильно) называют «хирургической сталью». Этот сплав действительно используется для производства некоторых медицинских инструментов и имплантов, но куда чаще он встречается в оборудовании пищевой промышленности. Причина такой популярности сплава проста: его поверхность практически не теряет металлические частицы при трении. Это свойство позволяет избежать одной из самых неприятных проблем, стоящих перед производителями стальных часов: аллергии на никель. Фирмы вроде «Ролекса» или «Омеги» десятилетиями работали над своими сплавами и их обработкой, так что сейчас даже у самых чувствительных аллергиков реакция на никель практически незаметна. В записанном на видео производственном процессе заметно, что в «Эппле» также приложили немалые усилия к борьбе с этой проблемой.
Так же, как и ролик о золоте, «Сталь» открывается прекрасными сценами в литейной, где расплавленный 316L превращается в плоские заготовки-бруски. Расплавленный металл проходит из нижней части тигля (как правило, расположенного на самом верху многоэтажной литейной) через клапан и затем проходит через серию формовочных роликов, шаг за шагом придающих бруску необходимую форму по мере затвердевания металла. Этот процесс очень тщательно контролируется, с целью получения правильной структуры зерна металла и твердости. «Эппл» производит часы в достаточных объемах, чтобы диктовать свои условия как по составу сплава, так и по длительности закалки, итоговым размерам и твердости отливаемых брусков.
примерный рендер поковки, из которой сделают Apple Watch
«Эппл» предпочитает не раскрывать подробностей самого необычного и важного шага в производстве часов: холодной ковки. В промышленности ковка выглядит так: металлическую заготовку помещают между двумя пресс-формами из очень прочной стали, которые задают итоговую форму изделия. Затем промышленный молот (размерами примерно с трехэтажный дом) бьет по этим наковальням с силой в десятки тысяч тонн. Под таким давлением металл переходит в состояние, называемое «пластической деформацией» и в буквальном смысле изгибается, течет и заполняет собой все полости пресс-формы. Для сложной или высокоточной ковки как правило используется несколько форм со всё более сложными и глубокими полостями, позволяющими постепенно придать заготовке необходимую форму.
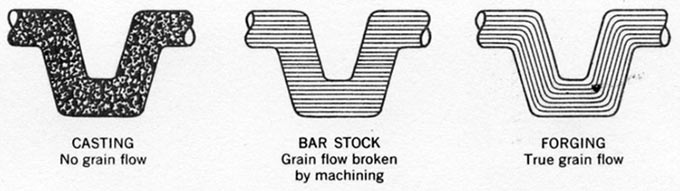
сравнение внутренней структуры металла разных видов обработки, слева направо: литьё — нет направленных волокон; прутковый прокат — волокнистая структура нарушена обработкой; ковка — полноценная волокнистая структура
При помощи ковки получаются заготовки так называемой «чистой формы»; она неспособна создать отверстия, гнезда, резьбу и прочие тонкие детали, для которых уже нужен металлообрабатывающий станок. Что ковка способна обеспечить — так это изделие невероятной прочности. Чуть выше приведена картинка из учебника, на которой явно видна разница между структурой зерен металла у литого, прокатного и кованого изделий. Только ковкой можно создать сплошную структуру зернистой решетки, которая повторяет все изгибы детали, следует её форме — и именно поэтому холодная ковка это де-факто стандартный процесс для создания металлических деталей с максимально возможной прочностью.

Пропустив весь процесс ковки (наверняка содержащий несколько фирменных хитростей, так любимых «Эпплом»), мы оказываемся на линии металлообработки, с тремя свежевыкованными деталями в сделанных на заказ креплениях для пятиосных станков. Ковка не отличается высокой точностью, поэтому одна из главных проблем, которую приходится решать инженерам — это небольшое количество так называемых «базовых поверхностей» — достаточно ровных участков детали, которые можно использовать как исходные для последующей высокоточной обработки. Ещё любопытная деталь: обратите внимание на небольшой квадратный выступ у заготовки справа. Скорее всего, при дальнейшей обработке заготовка будет переворачиваться и удерживаться креплением именно за этот выступ.
Дальше в ролике мы видим как на 5-осном фрезеровочном станке c необычным устройством фиксации заготовок в корпусе часов последовательно вытачиваются все внутренние детали, такие как отверстия для кнопки и цифровой коронки. Специалисты по металлообработке наверняка отметят, что «Эппл» вытачивает боковую кнопку не широким, а гораздо более тонким резцом — это медленнее, но из-за постоянной толщины стружки дает в итоге куда лучшее качество поверхности.
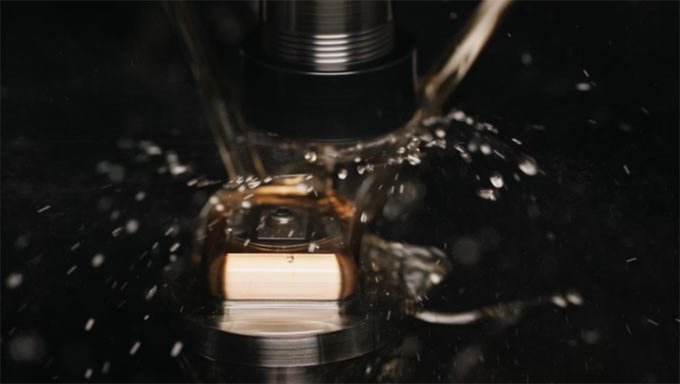
Завершаются кадры обработки одним из самых эффектных процессов, который так любит демонстрировать «Эппл» — зондированием координатно-измерительной машиной. «Инструментом» такой машины служит контактный датчик с рубиновым наконечником, который с невероятной точностью измеряет деталь по всей поверхности, а затем сравнивает результаты с исходной КАД-моделью. Такие машины способны за доли секунды отбраковать или пропустить деталь, отследить изменения в размерах в течение всего производственного цикла, а на самых передовых производствах — ещё и поменять настройки станков на линиях обработки, чтобы скорректировать замеченные отклонения.

Ещё одним любимцем съемочной группы «Эппла» являются фирменные процессы автоматической полировки. Это и неудивительно, ведь компания вложила массу сил и средств, чтобы постичь все тонкости этого ремесла. Одним из главных испытаний для полировки служит желание дизайнеров «Эппла» сохранить все четкие края нетронутыми — а ведь быстро вращающиеся шлифовальные круги не только портят их при контакте, но и сами рвутся на части. На стоп-кадре видно, что все выточенные отверстия и перфорации заботливо прикрыты специальными заглушками из серого пластика, позволяющими отполировать всю поверхность корпуса сохранив четкие края нетронутыми.

После завершения производства корпуса, на видео нам показывают черные модели (PVD-покрытие), упоминая также о «великолепном углеродном слое с алмазной структурой». Поскольку представители «Эппл» обычно весьма точны в своих выражениях, можно предположить, что для чернения поверхности стали компания использует вакуумное напыление вольфрамового алмазоподобного слоя из газовой фазы. Это очень тонкое и очень прочное покрытие, а сам процесс такого чернения широко используется не только производителями часов, но также и для изготовления ножей и некоторых резцов для современных станков.
Наконец, в финале ролика мы немного заглядываем в производство звеньев браслета и Миланской цепочки. Последний процесс особо интересен, но, к сожалению, из пары кадров невозможно понять, как именно завивается проволока, как работает навивочная машина, и как «Эппл» полирует готовую Миланскую цепочку — вполне возможно, что тут компания использует электрополировку.
Алюминий
Сложно спорить с тем, что «Эппл» является ведущим мировым экспертом в производстве огромных объемов крайне высококачественных алюминиевых компонентов. Поэтому неудивительно, что для производства самой массовой «спортивной» версии часов компания взяла за основу хорошо отлаженный процесс изготовления «Айфона», добавив к нему несколько новых ухищрений.
Начиная с производства оригинальных «Макбуков» с цельным корпусом Unibody, «Эппл» потребляет такие объемы алюминия, что легко может позволить требовать от поставщиков соблюдения своих собственных стандартов и допусков. Вряд ли компания пытается создать «идеальный» сплав — алюминиевая промышленность и так располагает отличным набором сплавов для любых потребностей — скорее в «Эппле» хотят оптимизировать алюминий под собственные технологические процессы. Для производства часов компания сменила магниево-кремниевый сплав серии 6000 на серию 7000 собственной разработки, содержащую цинк. Ближайшими коммерческими аналогами этих сплавов являются марки 6061 (самый популярный в мире алюминиевый сплав) и 7075. Их свойства отлично укладываются в фразу Джони Айва о «сплаве собственной разработки, который на 60% прочнее старого, но настолько же легкий».

Начинается видео с превосходной съемки процесса выплавки металла. Мы видим, как вилочный погрузчик проезжает мимо плавильного тигля, а затем — как расплавленный алюминий разливается в открытый кокиль с множеством емкостей, где он сформируется в цилиндрические отливки. Дальше Айв в общих чертах описывает процесс закалки металла — заготовку последовательно нагревают и охлаждают, чтобы сформировать молекулярную структуру материала в нужном направлении.

«Эппл» всегда выжимала максимум из экструзионной технологии, умудряясь производить детали невероятной сложности. Зачастую самые сложные операции приходились на долю мелких деталей, не получающих должного внимания — как пульт от Apple TV или корпус Magic Trackpad. Часы спортивной серии тоже занимают место в этом ряду — мы видим, как два алюминиевых бруска выходят из экструзионной машины с уже сформированными округлыми боками, но (и это самое впечатляющее!) с безупречно ровной поверхностью. Эти бруски нарезают на болванки, которые сначала проходят безжалостное сканирование уже знакомым нам рубиновым наконечником координатно-измерительной машины, а затем отправляются на обработку фрезеровочными станками.

Сама обработка отличается у всех трех материалов лишь деталями — разными формами крепления заготовок, и немного разнящимся набором инструментов. В остальном это всё те же великолепные 5-осные станки, за считанные минуты вытачивающие в болванках все нужные отверстия и пазы. Однако для алюминия «Эппл» приберегла ещё один высокотехнологичный процесс, видео которого заставит сердце любого инженера биться чаще.

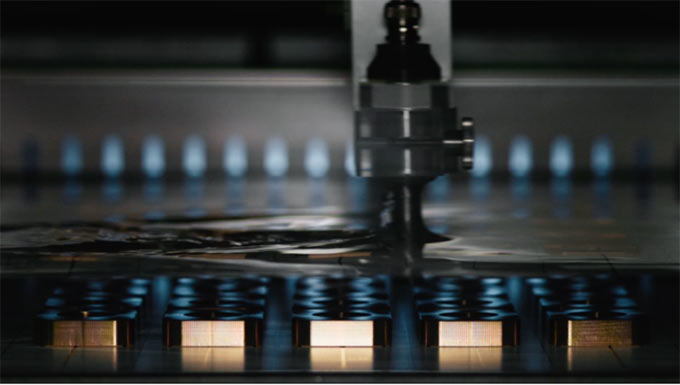
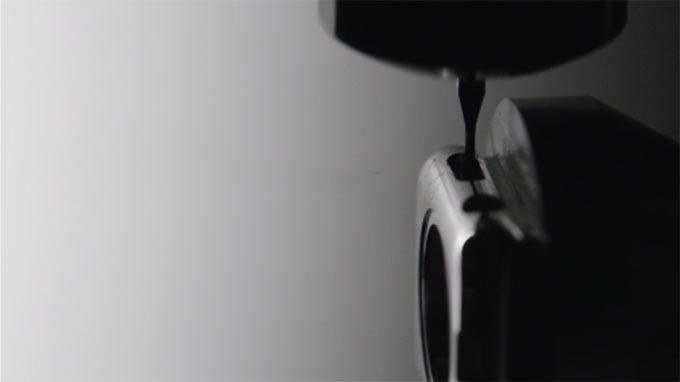
«Эппл» — безусловный мировой лидер в лазерной обработке. В «алюминиевом» ролике мы увидим её дважды, но верхний кадр впечатляет особенно. Известно, что механическая обработка оставляет на краях изделия небольшие выступы, известные как заусенцы. Их толщина редко превышает 0,05 мм, но острые как бритва края являются настоящим проклятием. Обычно их можно обточить тончайшим резцом, убрать руками, либо сбить пескоструйной обработкой или каким-то похожим образом — но все эти процессы не идеальны и несут свои ограничения.
«Эппл» демонстрирует нам в этих пяти секундах видео по-настоящему уникальный подход к решению проблемы заусенцев и других дефектов обработки — они просто счищают их лазером! На видео прекрасно видно, как лазер сначала проходится по краю внутреннего углубления, а затем возвращается для более интенсивного прохода по его поверхности. Если кто-то из инженеров «Эппл» случайно читает этот пост — браво, ребята, вы просто гении!
Я часто проектирую алюминиевые детали, но уже давно отказался от попыток создать их на уровне стандартов обработки «Эппл». Ни одна другая компания в мире не может сравниться с ними в качестве обработки поверхностей и анодирования. Частично секрет купертиновцев заключается в том, что ещё до дробеструйной обработки алюминиевая поверхность любой детали уже идеально отшлифована. Чтобы потягаться с «Эппл» другим компаниям нужно либо инвестировать в производственные линии, сопоставимые по ценам с современными роботизированными станками (с 6-осными механическими манипуляторами — «руками» — конструируемыми под заказ для фиксации деталей), либо платить невероятные деньги за ручную полировку деталей — при этом надо быть готовым к тому, что уровень брака вряд ли получится удержать в пределах 10%.

Далее в ролике мы видим корпус часов, закрепленный в шлифовальной машине подобно своему стальному собрату — но в отличие от него, у алюминиевых часов не закрыты вырезы под боковую кнопку и цифровую коронку. Этому есть простое объяснение: боковые закругления спортивных часов не обтачиваются, поскольку их поверхность идеально формируется ещё на этапе экструзии — а значит, и шлифовать их тоже не нужно. Это мировой класс экструзионной технологии, и здесь можно только позавидовать «Эппл».

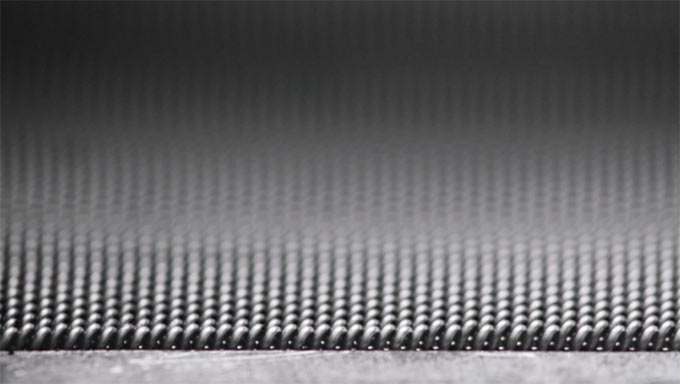
На следующем этапе производства поверхность будущих часов подвергается дробеструйной обработке на автоматической линии. Вращающиеся сопла различных диаметров тщательно обдувают поверхности часов потоком стеклянных шариков, оставляя после себя идеально равномерную текстуру.
Сформированные, обточенные, обработанные лазером, отшлифованные корпуса помещаются в специальные стойки для анодирования. Ранее я уже говорил, что некоторые промышленные процессы на первый взгляд противоречат здравому смыслу, обращая недостатки материала ему на пользу. Анодирование — отличный пример такого процесса. Алюминий, как и другие металлы, склонен реагировать с кислородом воздуха (то есть ржаветь), вследствие чего на поверхности металла постепенно формируется белый налет оксида. Анодирование использует электричество и химикаты, чтобы создать толстый и плотный слой оксида на поверхности детали.
Но если ржавчина на железных деталях — страшный враг любого механизма, то созданный анодированием оксидный слой только улучшает свойства алюминия. По своей структуре он похож на твердую керамику, и равномерный слой оксида делает поверхность алюминиевой детали очень твердой и устойчивой к царапинам. Вдобавок, похожая на соты структура свежего слоя легко поглощает красители, позволяя создавать изделия любых цветов и оттенков.
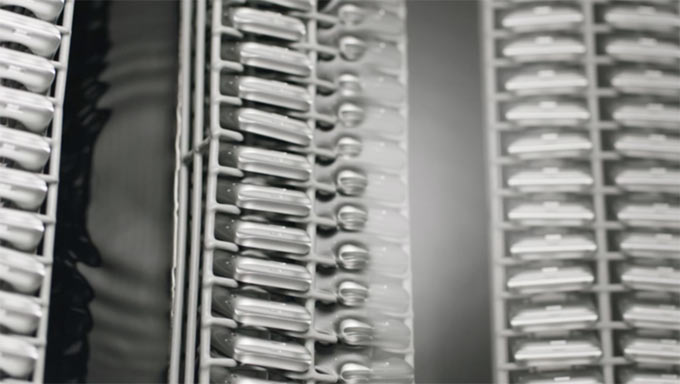
«Эппл» почти наверняка анодирует алюминия больше, чем кто-либо ещё на всем земном шаре, поэтому, как и с другими операциями, они могут позволить себе любую оптимизацию. Обратите внимание на стойки, удерживающие корпуса часов — в отличие от стандартных стоек общего назначения они разработаны специально для этой конкретной детали, что позволяет добиться очень плотной упаковки. Другим производителям остается лишь завистливо вздыхать и мечтать о подобных объемах производства либо бюджетах, позволяющих использовать такие хитрости.

Наконец, перед тем, как покинуть производственную линию, «Эппл» показывает свою последнюю технологическую уловку. Нарезка на цифровых коронках стальных и золотых часов наносится токарным резцом, но алюминиевые часы получают свои риски лазерной обработкой — специальный поворотный зажим вращает коронку, чтобы каждая насечка была идеально перпендикулярна лазерному лучу. На видео можно заметить, что коронка нарезается после дробеструйной обработки, но, скорее всего, до анодирования. Подозреваю, что золотые и стальные коронки нарезаются механически потому, что полированная до блеска поверхность будет просто-напросто отражать лазерный свет.
Финальные мысли

Ещё одна любопытная деталь, которую можно заметить на видео — пазы на внутренней стороне золотых часов, отсутствующие у стальных или алюминиевых. Они могут служить ребрами жесткости, добавляя прочности золотому корпусу; также «Эппл» может просто уменьшать количество плотного металла в корпусе, чтобы уменьшить вес моделей Edition.

До выхода часов постоянно циркулировали слухи о 6-пиновом порте, спрятанном в вырезе для ремешков. Вырез под этот порт отлично видно в «алюминиевом» видео, но ролики наверняка снимались много месяцев назад, когда компания ещё тестировала производственную линию на прототипах часов — а в итоговой «публичной» версии этот порт наверняка будет убран.
Впрочем, у меня есть своя теория: «Эппл» может оставить порт на спортивных моделях, поскольку их «механизм» скорее всего будет намертво закреплен в корпусе при помощи клея — а без доступа к внутренностям часов единственным способом их «диагностики» будет просто выбросить сломавшиеся часы и выдать покупателю новые. У более дорогих стальных и золотых моделей, скорее всего, можно будет просто заменить все внутренности, оставив корпус нетронутым — примерно как и с механическими часами, у которых можно легко вынуть механизм, но вот разобраться в нем и починить его невозможно, если только ты не опытный часовой мастер.
Джони Айв часто говорит о внимании. Это немного странное слово, не очень согласующееся с искусной работой в классическом, «сделано-руками-мастеров» смысле. Оно также не подразумевает качества или точности, которыми так любят характеризовать свою работу японские производители автомобилей или немецкие инструментальщики. «Внимание» — это уважение к исходным материалам и конечному результату, чего бы ни стоило свести эти два конца логистической цепочки вместе. «Эппл» могла бы спокойно обойтись без холодной ковки стального корпуса, как это делают все остальные. Можно было не заморачиваться механическим упрочнением золотого сплава, и оставаться на уровне с другими производителями. Никто никогда не увидит и не пощупает углубление для микрофона внутри корпуса спортивных часов, но тем не менее, оно обрабатывается лазером до идеального состояния.
Смотря на эти ролики, я вижу процессы, которые могла создать только фанатично увлеченная своим делом команда. Команда, поставившая перед собой цель исполнить всё абсолютно безупречно; сделать гораздо больше, чем нужно, даже если никто не заметит разницы. Это не просто логистика или производство — это ритуал, которому «Эппл» следует, чтобы достичь высочайших стандартов, без которых невозможно конкурировать с компаниями, чья история и опыт исчисляются столетиями.
[ atomicdelights.com , перевод Артема Любезного]
Об авторе: Грег Кёниг (Greg Koenig) — дизайнер продуктов из Портленда, штат Орегон. В своем блоге Atomic Delights и твитере @gak_pdx он подробно рассказывает о современных методах обработки материалов, особенно металлообработке.
Интересное чтиво:
– Apple жульничает с экраном iPhone 6 Plus





21 комментариев